15031740400 销售热线:
0317-4376060 图文传真:
0317-4376060 联系人:
王经理
钣金外壳的设计事项和检具制作过程
钣金外壳的设计注意事项
一、冲孔小孔径(冲孔时孔径不宜太小)小尺度如下表钣金外壳的结构尺度(如孔径、孔距等)有需要考虑资料的厚度。
二、凸出悬臂和凹槽的小宽度。
三、钣金外壳的形状和角度:钣金外壳的形状规划应尽或许简略、对称,使排样时废料较少。钣金外壳旮旯应避免锐角,宜有恰当的圆角。
四、材料曲折时,曲折圆角当超过资料的限度强度时,会产生裂缝和折断,应防止过小的曲折圆角半径度。
五、曲折件的曲折高度不要太长,同时H也不可以过小,特别是资料t>2mm的时分h过小(切记),会使曲折困难,很难得形状的零件。
六、小孔距离和孔边距钣金外壳的孔与孔之间、孔与边缘之间的距离不该过小。
钣金外壳主要是将金属材料或非金属材料板料,依靠压力机的工作压力,根据冲压模贝冲压加工成型的,它具体有下述特性:
一、钣金外壳是在原材料耗费并不大的前提条件下,经冲压生产制造出来的,其零件重量较轻、弯曲刚度好,而且板料通过塑性形变后,金属材料里面的组织架构获得改进,使钣金外壳抗压强度逐步提升。
二、钣金外壳在冲压全过程中,因为原材料的表面不会受到毁坏,故有不错的表面品质,外型光洁美观大方,这为表面喷涂、电镀工艺、磷化处理以及他表面解决给予了便捷标准。
三、钣金外壳具备较不错的外形尺寸精密度,同模件规格匀称一致,有不错的交换性。不用进一步机械设备加工可以达到一般的安装和应用规定。
在钣金外壳加工全过程中以便提升生产速率,能够将好多个基础形变方法的工艺流程合拼,构成一个新的工艺流程,被称作复合型工艺流程。金属材料或非金属材料在外力下造成形变,当外力作用超出原材料的屈服限度后,刚开始塑性形变。假如工作压力再增加,超出了原材料的極限抗压强度,金属材料或非金属材料便刚开始破裂、分离出来。冷冲模是利用金属材料的这种特性,使原材料在室温下分离或变形,然后获得所要求的外观和精度指定的产品。
钣金外壳加工指得是对一些五金件或一些钢板等进行冲压的操作,从而使其产生塑性变形或分离,获得所需的钣金外壳。经过钣金外壳加工制作出的产品都是精度和尺寸标准的钣金外壳,一般有五金件钣金外壳、冲压钣金件。钣金外壳加工厂还可以进行汽车钣金外壳加工,钣金外壳加工价格都是比较优惠的,当然这还跟您选择的材质和冲压加工类型有关,不同的冲压加工方法的价格是不同的,钣金外壳加工方法价格要比一般的方法要贵一些,但这种方法加工的钣金外壳制品都是好的产品。
钣金外壳生产主要是将一些金属材质的板料,经过压力机和冲压模具加工而成的,钣金外壳制品是在原材料消耗不大的前提下,冲压制作出来的,它的重量很轻,刚度很好。而且钣金外壳加工方法加工出来的钣金外壳制品尺寸精度都较不错,而且表面不会受破坏,外表是很光滑美观的,可以很方便的进行喷漆、电镀等操作。
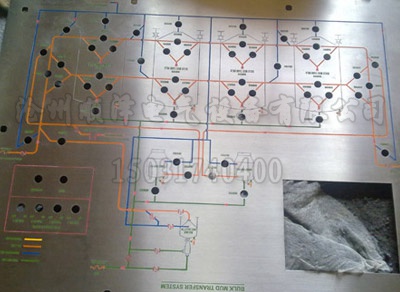
钣金外壳检具在制作过程中需要注意到以下几点:
一、钣金外壳检具在设计制造时对钣金外壳出产成品的CTQ尺寸精度需要准确的管控。
二、钣金外壳检具在设计制造时需要考虑使用的方便化、轻量化、快化。
三、钣金外壳检具在设计制造时需要考虑整体结构的坚韧,配件方便维修、替换。
四、钣金外壳检具在设计时应该对钣金外壳生产成品冲压过程产生不良进行考量。
五、钣金外壳检具具有对钣金外壳出产成品图面所要求的CTQU部位及CTQ精密度确认准确检测。
下一篇:没有了